威海防爆砂轮机厂家
发布时间:2022-10-27 02:16:34
威海防爆砂轮机厂家
除尘砂轮机使用的安全操作规程!1、除尘砂轮机的旋转方向要正确,只能使磨屑向下飞离砂轮。2、除尘砂轮机启动后,应在砂轮机旋转平稳后再进行磨削。若砂轮机跳动明显,应及时停机修整。3、砂轮机托架和砂轮之间应保持3mm的距离,以防工件扎入造成事故。4、磨削时应站在砂轮机的侧面,且用力不宜过大。5、根据砂轮使用的说明书,选择与砂轮机主轴转数相符合的砂轮。6、新领的砂轮要有出厂合格证,或检查试验标志。安装前如发现砂轮的质量、硬度、粒度和外观有裂缝等缺陷时,不能使用。7、安装砂轮时,砂轮的内孔与主轴配合的间隙不宜太紧,应按松动配合的技术要求,一般控制在0.05/FONT>0.10毫米之间。8、砂轮两面要装有法兰盘,其直径不得少于砂轮直径的三分之一,砂轮与法兰盘之间应垫好衬垫。9、拧紧螺帽时,要用专用的板手,不能拧得太紧,严禁用硬的东西锤敲,防止砂轮受击碎裂。

威海防爆砂轮机厂家
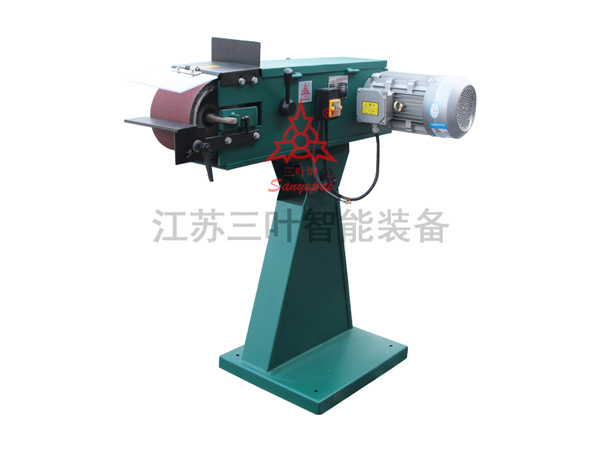
高速砂轮机的安装步骤。砂带机安装步骤买了一个砂带机不知道怎么去安装,是一些新手经常碰到的问题今天就介绍一下安装步骤。1,将砂带机手柄安全拉出,将砂带装在前后轮上,然后把手柄放回原来的位置。注意:安装砂带时,应确认砂带背面上的箭头方向与工具上的相符合。2,防爆砂轮机厂家调整砂带的轨迹。打开工具电源开关:砂带运转中,用调整手柄来使砂带轨迹对正心。不按此处理,将会导致砂带边缘擦破。
威海防爆砂轮机厂家
除尘砂轮机厂砂轮机磨削特点,在金屑切削过程中,磨损的刀具不能继续使用,需要经过重新用砂轮机刃磨这工序。而刃磨质量的好坏将直接影响到刀具的切削性能及被加工工件的质量,刃磨的目的就是使刀具的切削部分重新具备正确的几何形状,使切削刃具有较高的锋利性及耐用度。1.刀具刃磨的基本原则刀具刃磨时,应遵守以下原则。(1)了解刀具的几何角度与技术要求,确定磨削方法。(2)根据刀具的几何形状、材料、加工要求选择合适的砂轮机(3)刃磨时要准确地调整刀具与砂轮在砂轮机上的相对位置确保刀具正确的几何形状。

威海防爆砂轮机厂家
将砂轮竖直放在平整的硬地面上(小砂轮可通过中间的孔悬挂起来),用200-300g重的小木锤轻轻敲击,敲击点在砂轮任一侧面的垂直中线两旁45°距砂轮外缘周边20-50mm这处,一点敲击完后,将砂轮再旋转45°再敲击一次。如果声音清脆,说明没有裂纹,可以使用,若声音沉闷或嘶哑,说明有裂纹,严禁使用(被检查的砂轮需要干燥,说明有裂纹,严禁使用(被检查的砂轮要干燥、无附着物)。与标记核对根据砂轮上粘贴的标记,核对砂轮的磨料、结合剂、粒度、组织、硬度及形状和尺寸是否符合使用要求。特别要注意标志砂轮安全圆周速度与所用磨削机械的主轴转速是否匹配,决不可超速使用。没有标志或标志不清、无法核对确认砂轮特性的砂轮,尽管无裂纹等缺陷,也不可使用。

威海防爆砂轮机厂家
组织,砂轮的组织是指组成砂轮的磨粒、结合剂、气孔三部分体积的比例关系。通常以磨粒所占砂轮体积的百分比来分级。砂轮有三种组织状态:紧密、中等、疏松;细分成0-14号间,共15级。组织号越小,磨粒所占比例越大,砂轮越紧密;反之,组织号越大,磨粒比例越小,砂轮越疏松。形状尺寸及其选择,根据机床结构与磨削加工的需要,砂轮制成各种形状与尺寸。表6是常用的几种砂轮形状、尺寸、代号及用途。砂轮的外径应尽可能选得大些,以提高砂轮的圆周速度,这样对提高磨削加工生产率与表面粗糙度有利。此外,在机床刚度及功率许可的条件下,如选用宽度较大的砂轮,同样能收到提高生产率和降低粗糙度的效果,但是在磨削热敏性高的材料时,为避免工件表面的烧伤和产生裂纹,砂轮宽度应适当减小。

威海防爆砂轮机厂家
高速砂轮机的防护罩是什么样的,匹配问题 匹配问题主要是指卡盘与砂轮的安装配套问题。按标准要求,砂轮卡盘直径不得小于被安装砂轮直径的1/3,且相应规定砂轮磨损到直径比卡盘直径大10mm时应更换新砂轮。这样就存在一个卡盘和砂轮的匹配问题,否则会出现这样的情况,“大马拉小车”造成设备和材料的浪费;“小马拉大车”又不符合安全要求,易造成人身事故。因此,卡盘与砂轮的合理匹配,一方面可以节约设备,切约材料;另一方面又符合安全操作要求。此外,在砂轮与卡盘之间还应加装直径大于卡盘直径2mm,厚度为1mm~2mm的软垫。